


خوانندهای معروف در سال 1982 به نام جولی اندروز ثابت کرد که صداهایی که فرکانس بالایی دارند، یا به اصطلاح تیز هستند امکان شکست پیوند میانی را دارند. ویدئوی موزیکال ویکتوریای پیروز به گونهای بود که در اثر صوت و امواج ایجاد شده، تمامی لیوانهای شیشهای داخل سالن را شکست. در این مقاله قصد داریم در رابطه با مراحل فرایند جوشکاری فراصوتی صحبت کنیم و از کاربردها و مزایا و معایب آن مطلع شویم.
فراصوت چیست؟ به صوتهایی که فرکانس بالایی دارند فراصوت میگویند. در این جوشکاری استمرار اصطکاکی که ایجاد میشود، اتصال دو قطعه و پیوند میان آنها را فراهم میسازد.
شاید برایتان جالب باشد بدانید که از امواج فراصوت جهت اتصال مواد و پیوند استفاده میشود. در این فناوری که به آن فناوری جوشکاری فراصوتی میگویند، جهت مونتاژ محصولات مختلف استفاده میشود.
جوشکاری فراصوتی چیست؟
برای اتصال قطعات مختلفی مانند پیچ و مهره، میخ یا نخ استفاده میگردد و برای محصولات فلزی، پلاستیکی، پارچهای چوبی بسیار مناسب است. به صورت کلی یکی از روشهای ساخت و ساز محصولات فلزی، استفاده از محصولات فلزی دیگر است که به عنوان عامل پیوند به کار برده میشوند.
در سال 1940 این نوع جوشکاری به عنوان یک روش جایگزین به جای جوشکاری سنتی با صرفه اقتصادی بالا معرفی شد. با بهره گیری از این امواج، با انرژی و فشار کمتری میتوان قطعات فلزی را به یکدیکر متصل کرد.
زمانی که دستهای خود را به هم بمالید، دستتان گرمتر میشود. توجه کنید که همین مطلب در رابطه با چکشی که به فلزی کوبیده شود، صدق میکند و موجب ایجاد گرما میشود. این دو گرما به دلیل اصطکاک به وجود میآید. اگر مثالهای ذکر شده در هر ثانیه هزاران بار اتفاق بیفتد، مسلما گرنایی که تولید میشود بسیار زیاد است و اصطکاک تولید شده دما را در کمترین زمان به مقدار قابل توجهی افزایش میدهد.
جوشکاری فراصوتی بسیار کوتاه مدت است و در کسری از ثانیه تمام میشود. در نتیجه زمانی که برای جوش مواد نیاز دارید کمتر خواهد بود. جوشهای تشکیل شده نسبت به چسب مقاومتر و همچنین سریعتر هستند. به عنوان مثال میتوان به ترانسپوندر اشاره کرد که در استارت خودرو ماشین نقش مهمی ایفا میکند و با استفاده از امواج فراصوتی ارتباط برقرار میکند.
مراحل فرایند جوشکاری فراصوتی
این نوع جوشکاری مراحلی که دارد که به ترتیب آنها را دسته بندی کردهایم.
- در ابتدا قطعات باید روی پایه نگهدارنده قرار بگیرند.
- شیپور به قطعه مورد نظر متصل شود.
- فشار مناسبی به اجزا وارد شود تا ارتباط شیپور با موادی که میخواهند جوش بخورند فراهم گردد.
- وظیفه شیپور این است که با ایجاد لرزشهای فراصوت دما را افزایش دهد. توجه داشته باشید، بازه حرکتی لرزشها کمتر از یک میلی متر است و به همه جهات یعنی دو طرف و بالا و پایین میباشد.
- در این مرحله قطعات به یکدیگر جوش میخورند.
- شیپور را جدا و مواد نگه دارنده یا همان پایهها را جدا میکنند.
مراحل فرایند جوشکاری فراصوتی برای مواد پلاستیکی به گونهای است که انتقال لرزشها به صورت عمود بر سطح است و گرمایی که در اثر اصطکاک به وجود میآید، موجب میگردد که قطعات پلاستیکی در اثر افزایش دما ذوب شوند.
فرکانس امواج فرا صوتی به صورت معمول بین 20 تا 40 کیلو هرتز است و زمانی که لازم است این فرکانس منتقل شود یک ثانیه تا بیش از یک ثانیه طول میکشد.

نکات مهم در مراحل فرایند جوشکاری فراصوتی
به صورت کلی این گونه میتوان گفت که قدرت جوشکاریهای فراصوتی به اندازه جوشکاریهای معمولی است. از کاربردهای اصلی این نوع جوشکاری میتوان به صنعت خودروسازی اشاره کرد. در این صنعت جهت کاهش وزن و بهبود عملکردهای مربوط به خودرو از فلزاتی مانند آلمینیوم بهره برده میشود. زمان و دمایی که برای این جوشکاری صرف میشود کمتر است و همین مورد یکی از دلایل محبوبیت آن در صنعت است.
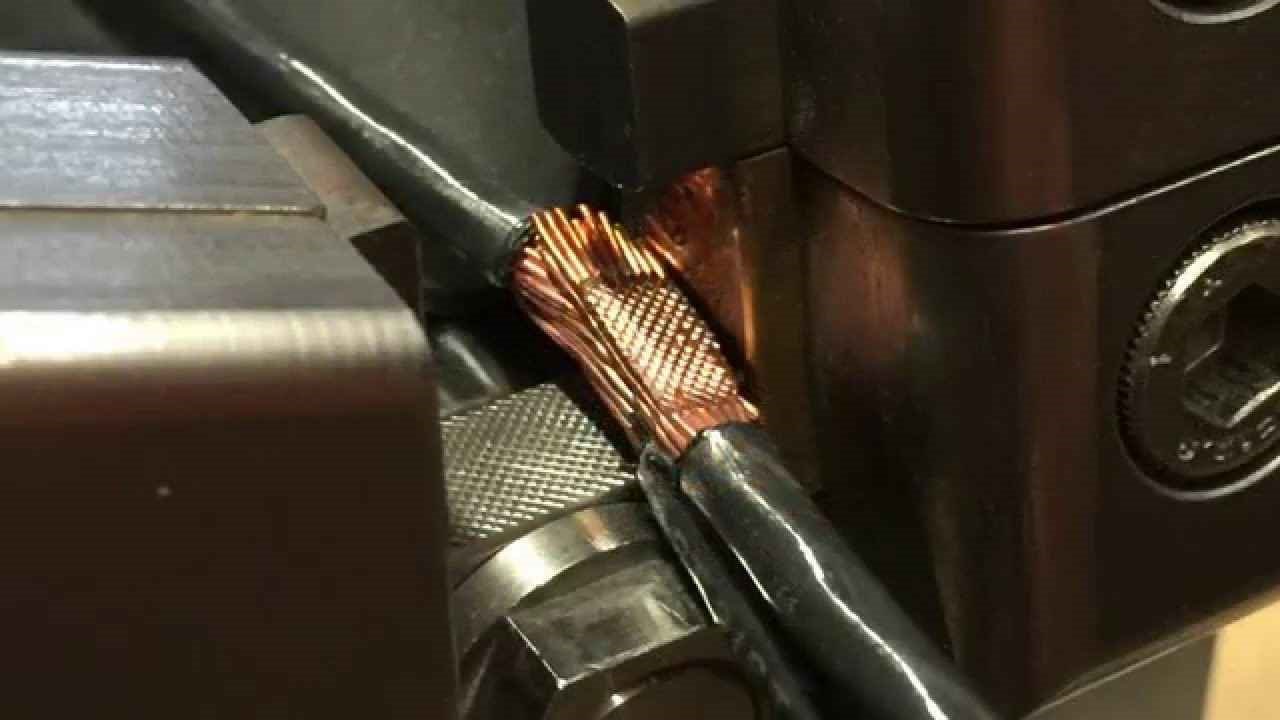
چون جوشکاری فراصوتی نیازی به شعله ندارد، زمان کار امنیت بیشتری ایجاد میکند. کارکنانی که با این امواج سر و کار دارند در معرض گازهای قابل اشتعال و حلالهای مضر نیستند. در صنعت الکترونیک به صورت معمول سیمهای مسی با استفاده از لحیم به چرخه مدار متصل میشوند.
توجه کنید که در جوشکاری فراصوتی سرعت عمل بالا میرود و این امکان وجود دارد که گازهای سمی لحیم بدون تنفس برقرار کرد. اگر از جعبههای محافظ گوش استفاده کرد امکان آسیب به گوش تا حد قابل توجهی پایین میآید.
مزایا و معایب جوشکاری فراصوتی
مانند تمامی جوشکاریها، جوشکاری فراصوتی نیز ، معایب و مزایایی دارد که در ادامه با آنها آشنا خواهیم شد.
مزایا
جوشهای مقاوم، عدم نیاز به لوازم جانبی همانند چسب، عدم نیاز به زمان جهت خشک شدن و سرعت بالا در انجام فرایند، اتوماسیون
آسان، تمیز و دقیق، استفاده از نیروی الکتریکی استاندارد که معادل 115 ولت یا 60 هرتز است، عملکرد عالی برای محصولات سبک، مصرف انرژی کم و… از مهمترین مزایای این جوشکاری به حساب میآیند.
معایب
در مقایسه با مزایایی که مراحل فرایند جوشکاری فراصوتی دارد، معایب آن کم است و به چشم نمیآید.
اندازه قطعات باید کوچک باشد، محدود به پلاستیکها، عمق محدود جوش، احتمال توزیع امواج تیز در فضا و ایجاد آلودگی صوتی، ساده بودن قطعات و عدم هندسه پیچیده داشتن قطعات از مهمترین معایب این جوشکاری محصسوب میشوند.

جمع بندی:
همان طور که در این مقاله بیان کردیم از جوشکاری فراصوتی جهت اتصال قطعات پلاستیکی و فلزی استفاده میشود. توجه کنید که چون عمق جوش در این شیوه به کمتر از یک میلی متر میرسد، در صنایعی که از مواد اولیه نازک فلزی ویا مواد پلاستیکی تشکیل شدهاند بیشتر بهره برده میشود.
امنیت بیشتر، زمان کمتر، قدرت بالا و دمای کمتر وصرف انژی کافی از مزایای بیشمار این جوشکاری به حساب میآیند. امیدواریم با خواندن این مقاله اطلاعات کاملی از مراحل فرایند جوشکاری فراصوتی کسب کرده باشید.
برای مشاوره رایگان با کارشناسان خبره ما در آهن هایپر و راهنمایی برای خرید با مناسب ترین قیمت با شماره زیر تماس بگیرید
۰۲۱-۷۲۰۲۵
مقالات مرتبط:


